Diamond saw blades have two different cutting methods, one is for factory processing, because factory processing will provide a better cutting environment, so during the cutting process, a water cutting environment is usually provided. The saw blade for cutting is called diamond wet disc. There is also a saw blade used for decoration or construction sites, especially in squares, building exterior walls and other places. There is no water source, and the cutting can only be done by dry cutting. So what is the difference between these two saw blades?
Difference 1: The welding method is different. The welding methods of diamond dry segment and wet segment are different. For example, for example, the cutting saw (diameter 350mm) for cutting marble in a stone factory is mostly high-frequency welding. It can meet the cutting requirements of various types of stone. However, in the construction site, if there is a saw blade for cutting stone, i the diameter of the saw blade is also 350mm. In an environment without water, then in such an environment that requires dry cutting, the welding method of the saw blade will be laser welding instead of high-frequency welding, mainly because the high-frequency welded saw blade is subjected to excessively high temperatures, and the welding layer will soften, resulting in the saw blade losing teeth, while the laser-welded saw blade is completely immune to influence of temperature. The most difficult thing about dry cutting is the high temperature.
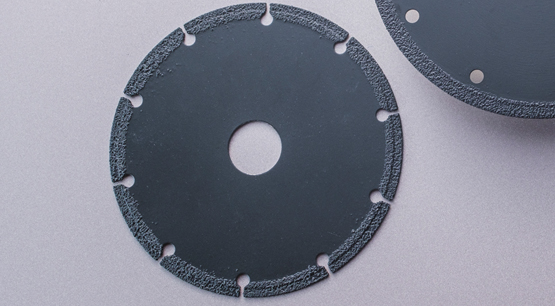
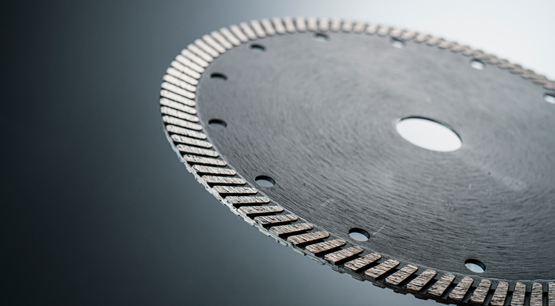
Difference 2: The saw blade body is very different. The material and style of the diamond dry disc and wet disc are quite different. For example, in the stone processing factory, we can see a lot of wet discs. Most of the diamond circular saw blades are made of spring steel 65Mn or 50Mn2V. , This kind of steel has good rigidity. Due to the presence of water in the environment, there is no high requirement for the thermal expansion coefficient and thermal conductivity of the steel; the substrate of the laser welding saw blade should be 30CrMo and 35CrMo. Because of its low carbon content, it can be well welded with the laser welding transition layer, and the two steels also have a low coefficient of thermal expansion and are less affected by thermal factors. In terms of the shape of the sheet, most of the wet discs used in the factory do not have round holes in the middle of the sheet, but in terms of dry discs, it will be found that the sheet is deliberately punched with some circular holes, which are used for cooling the sheet. The higher the temperature of the sheet, the better the effect of pore cooling, especially the more pores, the better the effect.
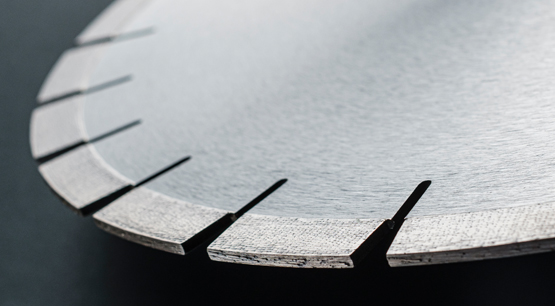
Difference 3: The part of the cutter segment is different. The cutter segments of diamond dry segment and wet cutting saw blades are different, as long as there are two differences. First: the shape of the cutter segment is different. This is mainly different from the cutter segment of dry segment because there is no water flow to assist chip removal, so The requirements for chip removal grooves are higher, and corrugated teeth are usually used to assist chip removal. However, because the wet cutting saw blade can control the water flow, especially the marble cutting blade, almost continuous teeth can be used for cutting, so during the cutting process , has a more stable cutting effect, but if it is used for dry cutting, this kind of saw blade is not suitable. The second is that the material of the cutter segment will also be quite different. Wet segment requires extremely high sharpness of the saw blade due to the consideration of water flow, and the material of the carcass should match the cutting material. However, the material of the cutter segment for dry segment will be different up and down, the upper part is the working layer, and the lower part is the welding layer, and during the cutting process, due to the fact that the water flow is not considered, the large particles of diamond, the saw with high wear resistance and the carcass Film is the mainstream market development direction.
Difference 4: Difference in sawtooth distance. The sawtooth separation distance of dry cutting is large, and the sawtooth is thinner. This is mainly to improve the sharpness of the saw blade and reduce the cutting area, thereby reducing the frictional work and keeping the temperature from rising too quickly; while the wet cutting saw blade is different. , In order to ensure a better cutting effect, use a thicker blade to ensure the flatness of the saw blade, reduce the end jump and radial jump of the saw blade, and finally make the saw blade cut more smoothly.
Dry cutting and wet cutting of saw blades can also be used in general. Many small cutting blades (cold-pressed and sintered circular saw blades with a diameter of less than 230mm), or some brazed or electroplated blades can also be used for dry cutting. The size of the saw blade exceeds 500mm. Due to the excessive heat generation during the sawing process, it is easy to burn the blade body. Therefore, this type of saw blad.