During the welding process of the diamond segment, if flux is used, the welding strength of the diamond saw blade will be significantly improved. Let's take a closer look at how to use it below.
The welding process of the diamond saw blade mainly includes preparing the diamond segments, preparing a suitable base, and then preparing a suitable solder sheet and flux. 1. Diamond segment preparation process
1. Diamond segment preparation process
The selected diamond segment needs to go through the arc grinding process, and the oxide layer on the welding surface has been ground off. In addition, the radian is just in line with the radian requirements of the saw teeth of the circular saw blade, and the gap between the segment and the saw teeth is small. After meeting such requirements, there are two next tasks: first, group the diamond blades according to their heights so that the final welded saw blades are as round and flat as possible; second, clean the diamond blades with acetone or gasoline and dry them to make sure it is welded securely.
The preparation of the segment is very important. It is worth mentioning that if the marble segment is welded, because the marble segment is slow to open, the manufacturer of the segment will often open the segment. During the welding process, the marble segments should be arranged in a reasonable direction according to the arrow mark, and the reverse cutting of the segment should be avoided as much as possible during the welding process, which will affect the sawing effect of the final saw blade.
2. Base Preparation
There is a lot of oil (rust, grease) and even rust on the substrate, which needs to be cleaned carefully, and use emery cloth to remove the rust on the two planes. Grind the welding surface on the grinding machine to remove burrs and rust to ensure firm welding.
For new saw blades, it is necessary to carry out detailed measurements on the thickness, flatness, end jump and radial run out data of the blade, and make a detailed blade test report to facilitate subsequent checks on the parameters of the diamond saw blade. It is convenient to check the parameters of the diamond saw blade, and also in order to have a basic judgment basis for the final cutting ability and cutting failure of the saw blade.
For saw blades that are repeatedly welded, it is first necessary to eliminate the stress of the base, test its flatness, and then clean the old blade and solder on the sawtooth part, and finally keep the blade clean and tidy.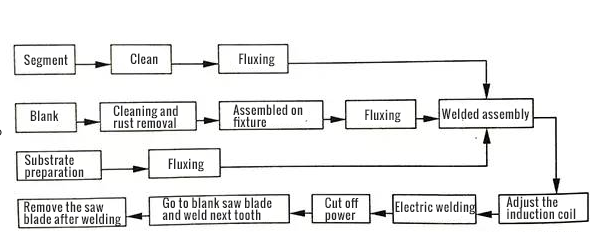 3. Preparation of solder sheet and flux
3. Preparation of solder sheet and flux
Solder tabs are generally rolled into strips, cut into strips with a width of about 0.5~1.0cm, and coiled into disks, which are convenient for automatic welding machines. The thickness is usually 0.1~0.5mm. If welding by hand, it can be cut to the required size with scissors. The body of the soldering piece can be silver solder, or copper solder. However, it should be noted that the welding of marble segments should use silver solder with higher silver content as much as possible, while the use of copper welding sheets for granite segment can meet the welding requirements.
In order to ensure the smooth progress of the welding work, a layer of silver brazing flux should be evenly coated on the welding contact surface (diamond segment, blank saw blade and welding solder). The purpose is to promote the reduction of oxides on the contact surface of each solder, promote the melting of the solder, and improve the fluidity of the molten solder.
In general, it is very necessary to apply flux to the welding surface of the diamond saw blade for over-weighing the welding of the diamond saw blade.


Does the welding surface of the diamond segment need to be coated with flux?
Publish date:2023-02-09 11:32:08 Article From:LINSING diamond tools Clicks:







